Přidat: NYaqian Road No128 Yaqian Town Xiaoshan Hangzhou Zhe Jiang Čína.
Tel: 0086-0571-82602080
Fax: 0086-0571- 82758132
e-mail: [email protected]
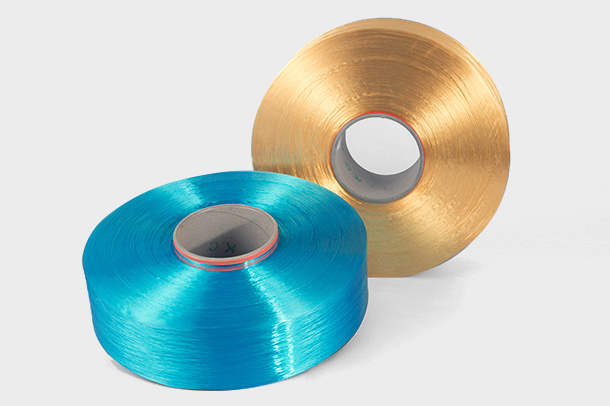
Objemová příze se nejprve smísí se dvěma různými smršťovacími vlákny za vzniku příze a poté se příze zpracuje v páře nebo horkém vzduchu nebo vroucí vodě. V tomto okamžiku vlákno s vysokou srážlivostí vytváří větší srážlivost a nachází se ve středu příze A vlákna s nízkou srážlivostí smíchaná dohromady kvůli malému srážení jsou přitlačena na povrch příze, aby vytvořila smyčku, takže e68a84e799bee5baa6e997ae13336flu plná, elastická a objemná příze. Dodavatelé čínských polyesterových přízí FDY
Výkon
Objemová tkanina tkaná objemnou přízí se obvykle dokončuje barvením a kypřením (jednostranným nebo oboustranným) atd. Tkanina musí být měkká, nadýchaná, elastická a rovnoměrně obarvená. Proto jsou objemnost objemové příze, specifikace surovin a rovnoměrnost míchání jejími hlavními výkonnostními ukazateli. Objemovost je míra nabobtnání původní příze po tepelném zpracování za mokra. Je to hlavní faktor, který určuje objemnost, měkkost a pružnost látky. Obecně se požaduje, aby objemnost příze byla vyšší než 22 %. Ve skutečné výrobě se smrštění příze obecně používá jako měřený index pro kontrolu objemnosti, obecně mezi 18 % a 19,5 %. Při měření smrštění je třeba poznamenat následující problémy:

(1) Před měřením délky původní příze předem přidejte 20 g napětí; (2) Napařujte měřenou surovinu v páře po dobu 5 minut; (3) Po smrštění objemové příze přidejte před měřením délky 20 g napětí. Pokud je objemnost příliš velká, šedá látka bude těsná, nadýchaná a měkká a nepružná; pokud je objemnost příliš malá, šedá látka bude volná a pocit plyše bude špatný. Rovnoměrnost míchání surovin je důležitým důvodem pro ovlivnění efektu barvení. Nerovnoměrné promíchání způsobí nerovnoměrné vybarvení látky a také ovlivní objemový výkon.
Tok procesu
Charakteristickým znakem hromadné výroby příze je smíšené spřádání více surovin. Hlavním problémem předení je, jak dosáhnout úplného promíchání více surovin. Kromě toho je vlněné vlákno obecně více než 80 mm a nejdelší je více než 150 mm. Důležitou otázkou je také to, jak jej přizpůsobit technickému výkonu zařízení na předení bavlny. Podle tradiční technologie spřádání bavlny existují dva hlavní způsoby, jak dosáhnout míchání různých surovin: (1) Začněte míchat na bavlněném stole. Konečný efekt míchání je lepší, ale poměr míchání různých surovinových složek konečného produktu není příliš přesný; (2) Promíchejte na tažném rámu. Ačkoli to může udržovat poměr míchání přesný, není snadné ho rovnoměrně promíchat, a když jsou některá vlákna jednotlivě rozřezána, je poměrně obtížné je vyrobit v procesu mykání kvůli velké statické elektřině. Je vidět, že tradiční technologie spřádání bavlny je obtížné splnit výrobní technické požadavky volně ložené příze.
Aby se spřádala vysoce kvalitní objemová příze na spřádacím zařízení na bavlnu, před procesem čištění bavlny se přidává proces předúpravy suroviny. Účelem tohoto procesu je nastříhat vlněné kuličky na určitou délku (51 mm) vlněných vláken a zde smíchat různé suroviny podle konstrukčního poměru, nastříkat olej během procesu míchání a poté smíchat předběžně smíchané suroviny. Suroviny jsou zabaleny a poté, co váha znovu získá vlhkost, půjdou do bavlnářské stanice k formální výrobě. Kromě procesu předúpravy suroviny jsou všechny procesy od objemování po navíjení stejné jako proces spřádání bavlny, to znamená proces předúpravy suroviny → proces otevírání a čištění → proces mykání → Paralelní proces → Proces spřádání → Proces navíjení → Balení.
Zhejiang Hengyuan Chemical Fiber Group Co., Ltd. je profesionál Čína výrobci polyesterových vlákenných přízí a dodavatelé polyesterové barevné příze, Založena v roce 2006, se sídlem v YaQianTown Xiaoshan Hangzhou – jedno z center průmyslu polyesterových přízí v Číně.
Produkty
Kontaktní údaje
autorská práva © Zhejiang Hengyuan Chemical Fiber Group Co.,Ltd. All rights reserved